调搓丝板技巧 新手怎么调搓丝机视频
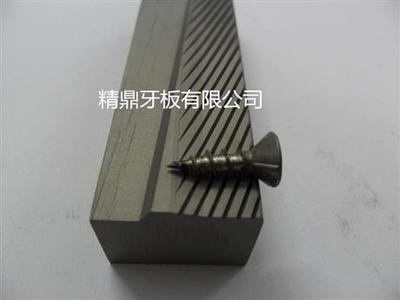
紧固件顾问于文龙认为有几种情况。先看看丝坯有没有问题,料子是不是原始尺寸,紧固件顾问于文龙认为,如果材料是原来的尺寸,搓板就有问题,要么是坏了,要么是没有调整好,如果坏了,就需要修理或更换,如果调整不好,可以重新调整。螺丝拧出来的上小下大齿板调整不当,处理一下就好了。
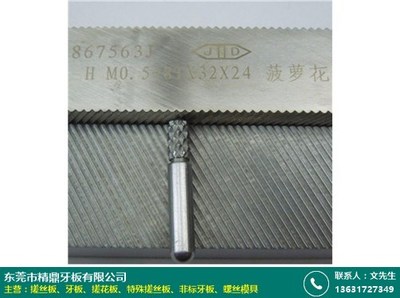
带螺距的公制标准齿的螺距如下:m 1.6 * 0.35 m2 * 0.4m 2.5 * 0.45 m3 * 0.5m 4 * 0.4m 5 * 0.8m 6 * 1.0m 8 * 1.25 M10 * 1.75 m14 * 2.0m 16 * 2.0m 18 * 2。
其中,常用的公制三角螺纹应用最为广泛。图1螺纹类型1。普通三角螺纹的基本廓形普通三角螺纹的基本廓形如图2所示,基本尺寸的名称如下:图2普通三角螺纹的基本廓形D内螺纹大直径(公称直径);d外螺纹大直径(公称直径);D2内螺纹中径;D2外螺纹中径;D1内螺纹小直径;D1外螺纹小直径;p音高;h原始三角形高度。决定螺纹的基本因素有三个:螺纹轴向截面内螺纹两侧的夹角。
高强度螺栓的加工工艺为:热轧盘条-(冷拔)-球化(软化)退火-机械除鳞-酸洗-冷拔-冷锻成型-螺纹加工-热处理-检验1。钢结构设计在紧固件的制造中,正确选择紧固件材料是一个重要的环节,因为紧固件的性能与其材料密切相关。如果材料选择不当或不正确,甚至发生事故或加工困难,制造成本高,所以紧固件材料的选择是一个非常重要的环节。冷镦钢是采用冷镦成型工艺生产的具有高互换性的紧固件用钢。因为它是在室温下通过金属塑性加工形成的,

变形率也高,所以对冷镦钢原材料的性能要求非常严格。在长期生产实践和用户使用调查的基础上,结合GB/t 6478-2001《冷镦和冷挤压用钢技术条件》GB/T6991999《优质碳素结构钢》和JISG35071991《冷镦钢用碳素钢盘条》的特点,采取了以下措施。

通过降低车床速度进行调整。车床转速和模具扣数会对料扣质量产生影响。假设速度固定,模扣数量不确定,一方面影响生产效率,另一方面影响质量。如果模扣固定,速度不确定,与铁扣生产效率成反比关系,对质量影响不大。对于软质材料的带扣,速度的选择非常重要。你试过车床和搓板吗?你可以通过降低车床速度来调整它。
模具钮扣的数量会对材料钮扣的质量产生影响。假设转速恒定,模扣数量不确定,一方面影响生产效率,另一方面影响质量。如果模扣转速不变,与铁扣生产效率成反比关系,对质量影响不大。对于软材质按键来说,速度选择很重要。例如,不可能使用相同的转速来加工钢和铝。建议楼主可以调一下车床的转速来测试一下。

牙板调节不当。处理好它。25钢筋加5 cm螺纹,一头小,一头大。紧固件顾问于文龙认为有几种情况。先看看丝坯有没有问题,料子是不是原始尺寸。紧固件顾问于文龙认为,如果材料是原来的尺寸,搓板就有问题,要么是坏了,要么是没有调整好。如果坏了,就需要修理或更换。如果调整不好,可以重新调整。
当然,紧固件顾问于文龙认为,如果你有实力,请紧固件顾问参考你的技术,把握企业的发展方向,定位产品,定位客户,也是不错的选择。紧固件顾问于文龙,从事紧固件行业十余年,一直从事紧固件行业的技术、质检、质保、采购、商务等工作,积累了丰富的行业经验和大量的技术数据、客户数据、供应商数据。
声明:信息资讯网所有作品(图文、音视频)均由用户自行上传分享,仅供网友学习交流,版权归原作者东方体育日报所有。若您的权利被侵害,请联系 删除。
本文链接:http://www.gdxhedu.com/news/16891.html
 微信扫一扫
微信扫一扫